

1. Johdanto
Autoteollisuuden kevytrakentaminen alkoi kehittyneissä maissa, ja sitä johtivat aluksi perinteiset autoteollisuuden jättiläiset. Jatkuvan kehityksen myötä se on saavuttanut merkittävää vauhtia. Siitä lähtien, kun intialaiset käyttivät ensimmäisen kerran alumiiniseosta autojen kampiakseleiden valmistukseen, aina Audin ensimmäiseen kokonaan alumiinista valmistettujen autojen massatuotantoon vuonna 1999, alumiiniseosten käyttö autoteollisuudessa on kasvanut voimakkaasti sen etujen, kuten alhaisen tiheyden, suuren ominaislujuuden ja jäykkyyden, hyvän elastisuuden ja iskunkestävyyden, korkean kierrätettävyyden ja korkean regenerointiasteen, ansiosta. Vuoteen 2015 mennessä alumiiniseoksen käyttöosuus autoissa oli jo ylittänyt 35 %.
Kiinan autoteollisuuden kevytrakentaminen alkoi alle 10 vuotta sitten, ja sekä teknologian että sovellusten taso on jäljessä kehittyneistä maista, kuten Saksasta, Yhdysvalloista ja Japanista. Uusien energialähteiden kehityksen myötä materiaalien kevytrakentaminen kuitenkin etenee nopeasti. Uusien energialähteiden nousun ansiosta Kiinan autoteollisuuden kevytrakentamisteknologia on osoittamassa trendiä kuroa umpeen kehittyneiden maiden eroa.
Kiinan kevytmateriaalien markkinat ovat valtavat. Toisaalta Kiinan kevytmateriaalien teknologia alkoi myöhemmin verrattuna kehittyneisiin maihin ulkomailla, ja ajoneuvojen kokonaispaino on suurempi. Kun otetaan huomioon kevyiden materiaalien osuuden vertailuarvo ulkomailla, Kiinassa on vielä runsaasti kehitysvaraa. Toisaalta politiikan ohjaamana Kiinan uuden energian ajoneuvoteollisuuden nopea kehitys lisää kevyiden materiaalien kysyntää ja kannustaa autoyrityksiä siirtymään kevyisiin materiaaleihin.
Päästö- ja polttoaineenkulutusstandardien parantuminen pakottaa autojen keventämisen kiihtymään. Kiina otti täysimääräisesti käyttöön Kiinan VI-päästöstandardit vuonna 2020. "Henkilöautojen polttoaineenkulutuksen arviointimenetelmän ja indikaattoreiden" ja "Energiansäästöä ja uuden energian ajoneuvoteknologiaa koskevan etenemissuunnitelman" mukaan polttoaineenkulutusstandardi on 5,0 l/km. Kun otetaan huomioon moottoriteknologian ja päästöjen vähentämisen merkittävien läpimurtojen rajallinen tila, kevyiden autonosien käyttöönotto voi tehokkaasti vähentää ajoneuvojen päästöjä ja polttoaineenkulutusta. Uuden energian ajoneuvojen keventämisestä on tullut olennainen osa alan kehitystä.
Kiinan autotekniikan yhdistys julkaisi vuonna 2016 "Energiansäästön ja uuden energian ajoneuvoteknologian tiekartan", jossa suunniteltiin tekijöitä, kuten energiankulutus, toimintasäde ja valmistusmateriaalit uusille energialähteille vuosille 2020–2030. Kevyempi rakentaminen on keskeinen suunta uusien energialähteiden tulevassa kehityksessä. Kevyempi rakentaminen voi lisätä toimintasädettä ja ratkaista uusien energialähteiden "toimintasädeahdistusta". Pidemmän toimintasäteen kysynnän kasvaessa autojen kevyemmästä rakentamisesta tulee kiireellinen kysymys, ja uusien energialähteiden myynti on kasvanut merkittävästi viime vuosina. Pisteytysjärjestelmän ja "Autoteollisuuden keskipitkän ja pitkän aikavälin kehityssuunnitelman" vaatimusten mukaan arvioidaan, että vuoteen 2025 mennessä Kiinan uusien energialähteiden myynti ylittää 6 miljoonaa yksikköä, ja vuotuinen kasvuvauhti ylittää 38 prosenttia.
2. Alumiiniseoksen ominaisuudet ja sovellukset
2.1 Alumiiniseoksen ominaisuudet
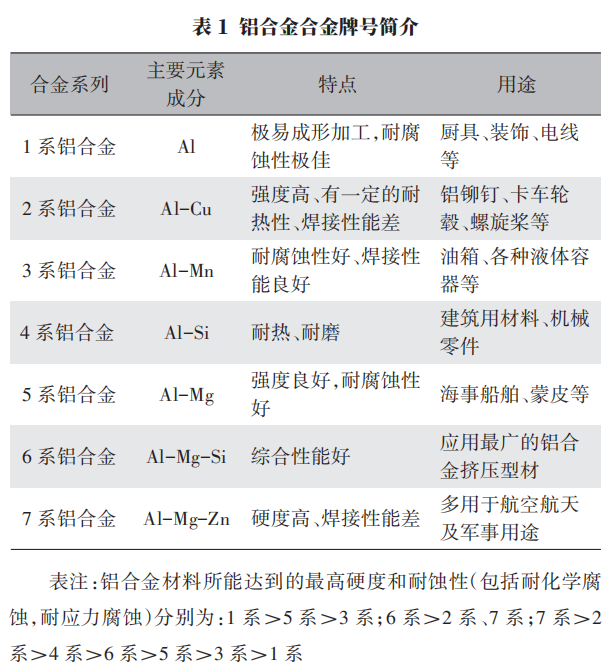
Alumiinin tiheys on kolmannes teräksen tiheydestä, mikä tekee siitä kevyempää. Sillä on suurempi ominaislujuus, hyvä suulakepuristuskyky, vahva korroosionkestävyys ja korkea kierrätettävyys. Alumiiniseoksille on ominaista, että ne koostuvat pääasiassa magnesiumista, niillä on hyvä lämmönkestävyys, hyvät hitsausominaisuudet, hyvä väsymislujuus, kyvyttömyys lujittaa lämpökäsittelyllä ja kyky lisätä lujuutta kylmämuokkauksella. 6-sarjalle on ominaista, että ne koostuvat pääasiassa magnesiumista ja piistä, ja niiden tärkein lujittava faasi on Mg2Si. Yleisimmin käytetyt seokset tässä kategoriassa ovat 6063, 6061 ja 6005A. 5052-alumiinilevy on AL-Mg-sarjan seosalumiinia, jonka tärkein seosaine on magnesium. Se on yleisimmin käytetty ruosteenestoalumiiniseos. Tällä seoksella on korkea lujuus, korkea väsymislujuus, hyvä plastisuus ja korroosionkestävyys, sitä ei voida lujittaa lämpökäsittelyllä, sillä on hyvä plastisuus puolikylmämuokkauslujituksessa, alhainen plastisuus kylmämuokkauslujituksessa, hyvä korroosionkestävyys ja hyvät hitsausominaisuudet. Sitä käytetään pääasiassa komponentteihin, kuten sivupaneeleihin, kattopeitteisiin ja ovipaneeleihin. 6063-alumiiniseos on AL-Mg-Si-sarjan lämpökäsiteltävä lujittava seos, jonka pääasialliset seosaineet ovat magnesium ja pii. Se on keskiluja lämpökäsiteltävä lujittava alumiiniseosprofiili, jota käytetään pääasiassa rakenneosissa, kuten pylväissä ja sivupaneeleissa, lujuuden lisäämiseksi. Taulukossa 1 on esittely alumiiniseoslaaduista.
2.2 Ekstruusio on tärkeä alumiiniseoksen muovausmenetelmä
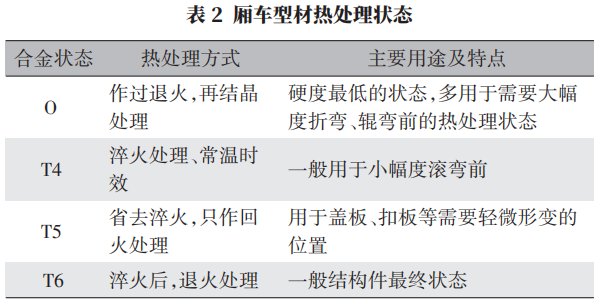
Alumiiniseoksen ekstruusio on kuumamuovausmenetelmä, ja koko tuotantoprosessi käsittää alumiiniseoksen muovauksen kolmitiepuristusjännityksen alaisena. Koko tuotantoprosessi voidaan kuvata seuraavasti: a. Alumiini ja muut seokset sulatetaan ja valetaan tarvittaviksi alumiiniseosaihioiksi; b. Esilämmitetyt aihiot asetetaan ekstruusiolaitteeseen ekstruusiota varten. Pääsylinterin vaikutuksesta alumiiniseosaihio muotoillaan halutuiksi profiileiksi muotin ontelon läpi; c. Alumiiniprofiilien mekaanisten ominaisuuksien parantamiseksi suoritetaan liuoskäsittely ekstruusion aikana tai sen jälkeen, jota seuraa vanhennuskäsittely. Vanhennuskäsittelyn jälkeiset mekaaniset ominaisuudet vaihtelevat eri materiaalien ja vanhennusmenetelmien mukaan. Laatikkotyyppisten kuorma-autoprofiilien lämpökäsittelytila on esitetty taulukossa 2.
Alumiiniseoksesta puristetuilla tuotteilla on useita etuja muihin muovausmenetelmiin verrattuna:
a. Ekstruusiossa ekstrudoitu metalli saa muodonmuutosvyöhykkeellä vahvemman ja tasaisemman kolmisuuntaisen puristusjännityksen kuin valssaus ja takominen, joten se voi hyödyntää täysin käsitellyn metallin plastisuutta. Sitä voidaan käyttää vaikeasti muovattavien metallien, joita ei voida käsitellä valssaamalla tai takomalla, käsittelyyn ja siitä voidaan valmistaa erilaisia monimutkaisia onttoja tai kiinteitä poikkileikkauskomponentteja.
b. Koska alumiiniprofiilien geometriaa voidaan vaihdella, niiden osilla on suuri jäykkyys, mikä voi parantaa ajoneuvon korin jäykkyyttä, vähentää sen NVH-ominaisuuksia ja parantaa ajoneuvon dynaamisia ohjausominaisuuksia.
c. Suulakepuristustehokkailla tuotteilla on sammutuksen ja vanhentamisen jälkeen huomattavasti suurempi pituussuuntainen lujuus (R, Raz) kuin muilla menetelmillä käsitellyillä tuotteilla.
d. Suulakepuristuksen jälkeen tuotteiden pinnalla on hyvä väri ja hyvä korroosionkestävyys, mikä poistaa tarpeen muulle korroosionestokäsittelylle.
e. Ekstruusioprosessilla on suuri joustavuus, alhaiset työkalu- ja muottikustannukset sekä alhaiset suunnittelumuutoskustannukset.
f. Alumiiniprofiilien poikkileikkausten hallittavuuden ansiosta komponenttien integrointiastetta voidaan lisätä, komponenttien määrää voidaan vähentää ja erilaisilla poikkileikkausmalleilla voidaan saavuttaa tarkka hitsausasento.
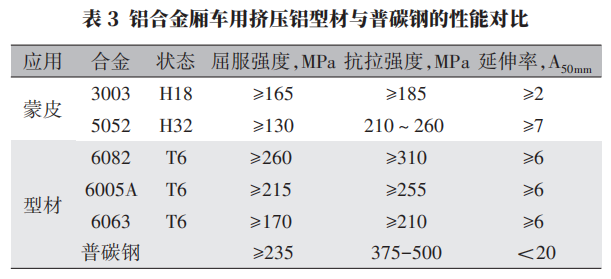
Umpikuorma-autojen pursotettujen alumiiniprofiilien ja tavallisen hiiliteräksen suorituskykyvertailu on esitetty taulukossa 3.
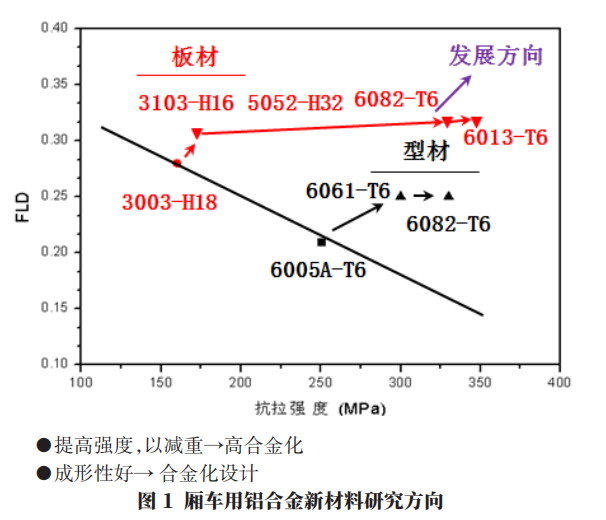
Umpikuorma-autojen alumiiniseosprofiilien seuraava kehityssuunta: Profiilin lujuuden parantaminen ja suulakepuristusominaisuuksien parantaminen. Umpikuorma-autojen alumiiniseosprofiilien uusien materiaalien tutkimussuunta on esitetty kuvassa 1.
3. Alumiiniseoksesta valmistettu kuorma-auton rakenne, lujuusanalyysi ja varmennus
3.1 Alumiiniseoksesta valmistettu kuorma-auton rakenne
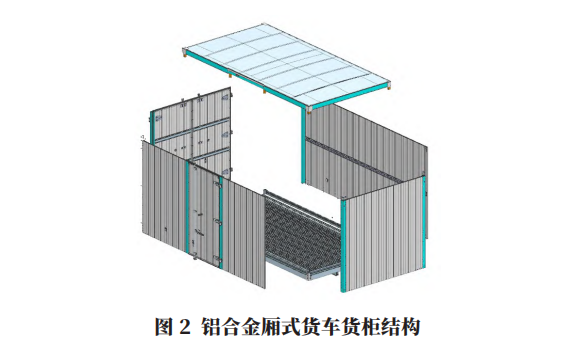
Umpikorikuorma-auton kontti koostuu pääasiassa etupaneelikokoonpanosta, vasemman ja oikean sivupaneelin kokoonpanosta, takaoven sivupaneelin kokoonpanosta, lattiakokoonpanosta, kattokokoonpanosta sekä U-muotoisista pulteista, sivusuojista, takasuojista, lokasuojaista ja muista toisen luokan alustaan liitetyistä lisävarusteista. Umpikorikuorma-auton poikkipalkit, pilarit, sivupalkit ja ovipaneelit on valmistettu alumiiniseoksesta puristetuista profiileista, kun taas lattia- ja kattopaneelit on valmistettu 5052-alumiiniseoksesta valmistetuista tasolevyistä. Alumiiniseoksesta valmistetun umpikorikuorma-auton rakenne on esitetty kuvassa 2.
Kuusosainen alumiiniseos kuumapuristusprosessi mahdollistaa monimutkaisten onttojen poikkileikkausten muodostamisen. Monimutkaisten poikkileikkausten omaavien alumiiniprofiilien suunnittelu voi säästää materiaaleja, täyttää tuotteen lujuus- ja jäykkyysvaatimukset sekä täyttää eri komponenttien välisen liitoksen vaatimukset. Siksi pääpalkin suunnittelurakenne ja poikkileikkauksen hitausmomentit I ja vastustusmomentit W on esitetty kuvassa 3.
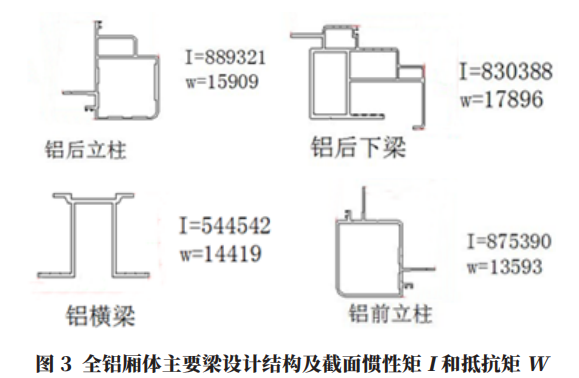
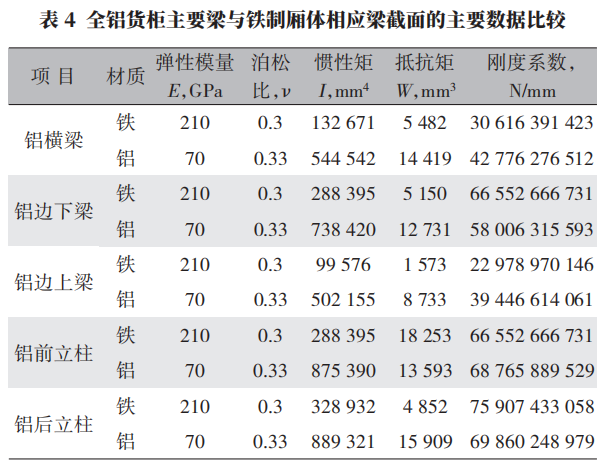
Taulukon 4 päätietojen vertailu osoittaa, että suunnitellun alumiiniprofiilin poikkileikkaushitausmomentit ja vastustusmomentit ovat paremmat kuin vastaavat rautapalkkiprofiilin tiedot. Jäykkyyskerrointiedot ovat suunnilleen samat kuin vastaavalla rautapalkkiprofiililla ja kaikki täyttävät muodonmuutosvaatimukset.
3.2 Suurimman jännityksen laskeminen
Keskeisen kuormaa kantavan osan, poikkipalkin, perusteella lasketaan suurin jännitys. Nimelliskuorma on 1,5 t ja poikkipalkki on valmistettu 6063-T6-alumiiniseoksesta, jonka mekaaniset ominaisuudet on esitetty taulukossa 5. Palkki on yksinkertaistettu ulokepalkkirakenteena voimanlaskentaa varten, kuten kuvassa 4 on esitetty.
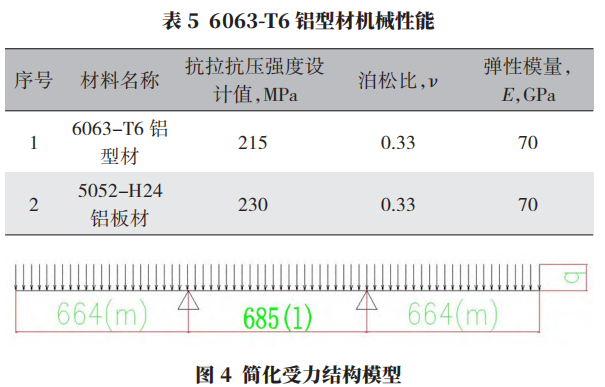
344 mm:n jännevälin palkille kohdistuva puristuskuorma lasketaan arvolla F=3757 N, joka perustuu 4,5 tonnin kuormitukseen, joka on kolminkertainen standardiin staattiseen kuormitukseen verrattuna. q=F/L
jossa q on palkin sisäinen jännitys kuormituksen alaisena, N/mm2; F on palkin kantama kuorma, joka lasketaan kolminkertaisen standardin staattisen kuorman perusteella, joka on 4,5 t; L on palkin pituus, mm.
Siksi sisäinen jännitys q on:

Jännityksen laskentakaava on seuraava:

Suurin momentti on:

Kun momentin itseisarvoksi otetaan M=274283 N·mm, maksimijännitys σ=M/(1,05×w)=18,78 MPa ja maksimijännitysarvo σ<215 MPa, mikä täyttää vaatimukset.
3.3 Eri komponenttien liitäntäominaisuudet
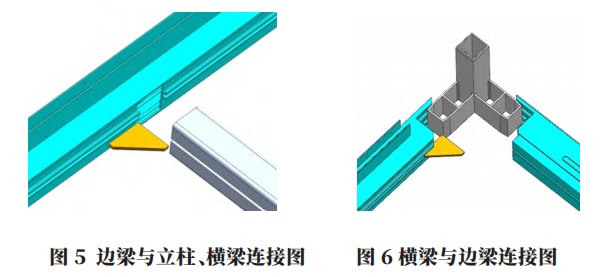
Alumiiniseoksella on huonot hitsausominaisuudet, ja sen hitsauspisteen lujuus on vain 60 % perusmateriaalin lujuudesta. Alumiiniseoksen pinnalla olevan Al2O3-kerroksen vuoksi Al2O3:n sulamispiste on korkea, kun taas alumiinin sulamispiste on alhainen. Alumiiniseosta hitsattaessa pinnan Al2O3 on rikkouduttava nopeasti hitsauksen suorittamiseksi. Samanaikaisesti Al2O3-jäämät jäävät alumiiniseosliuokseen, mikä vaikuttaa alumiiniseoksen rakenteeseen ja heikentää alumiiniseoksen hitsauspisteen lujuutta. Siksi nämä ominaisuudet otetaan täysin huomioon suunniteltaessa kokonaan alumiinisäiliötä. Hitsaus on tärkein paikannusmenetelmä, ja tärkeimmät kantavat komponentit on yhdistetty pulteilla. Liitokset, kuten niittaus ja lohenpyrstörakenne, on esitetty kuvissa 5 ja 6.
Kokoalumiinisen laatikkorungon päärakenne koostuu toisiinsa lukittuvista vaakapalkeista, pystypilareista, sivupalkeista ja reunapalkeista. Kunkin vaakapalkin ja pystypilarin välissä on neljä liitoskohtaa. Liitoskohdissa on sahalaitaiset tiivisteet, jotka sopivat vaakapalkin sahalaitaiseen reunaan ja estävät tehokkaasti liukumisen. Kahdeksan kulmapistettä on yhdistetty pääasiassa terässydänin avulla, kiinnitetty pulteilla ja itselukittuvilla niiteillä, ja vahvistettu laatikon sisäpuolelle hitsatuilla 5 mm:n kolmionmuotoisilla alumiinilevyillä, jotka vahvistavat kulmia sisäisesti. Laatikon ulkonäössä ei ole hitsauksia tai näkyviä liitoskohtia, mikä varmistaa laatikon yleisilmeen.
3.4 SE-synkroninen suunnittelutekniikka
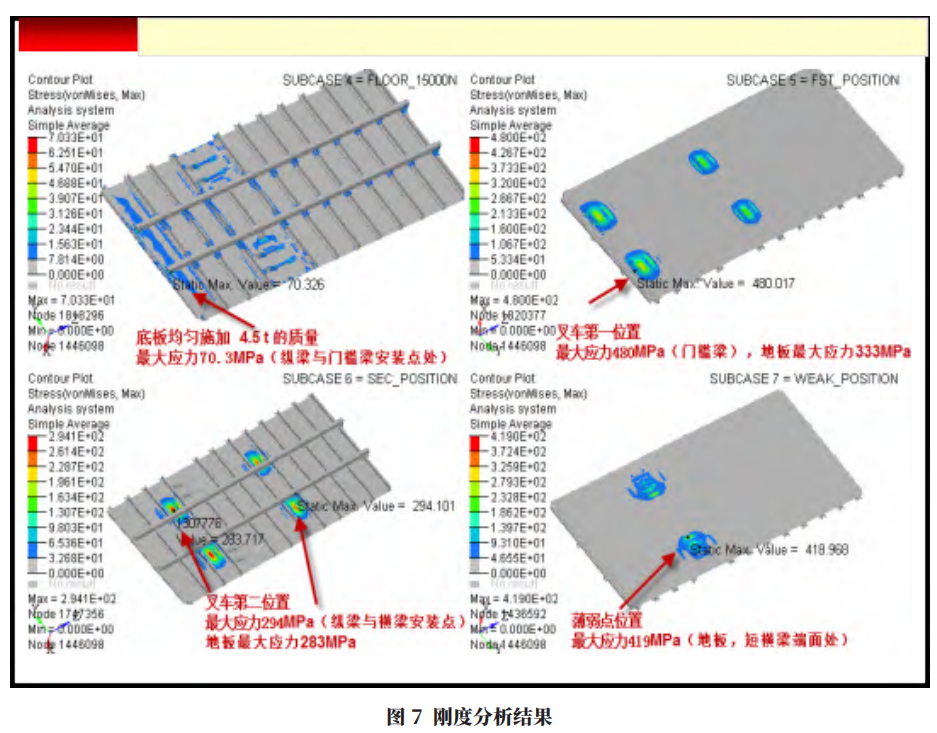
SE-synkronista suunnitteluteknologiaa käytetään ratkaisemaan kotelorungon yhteensopivien komponenttien suurten kertyneiden kokopoikkeamien aiheuttamia ongelmia sekä rakojen ja tasaisuusvikojen syiden löytämisen vaikeuksia. CAE-analyysin (katso kuva 7-8) avulla suoritetaan vertailuanalyysi raudasta valmistetuilla kotelorungoilla kotelorungon kokonaislujuuden ja jäykkyyden tarkistamiseksi, heikkojen kohtien löytämiseksi ja toimenpiteiden tekemiseksi suunnittelujärjestelmän optimoimiseksi ja parantamiseksi tehokkaammin.
4. Alumiiniseoslaatikon kevytpainovaikutus
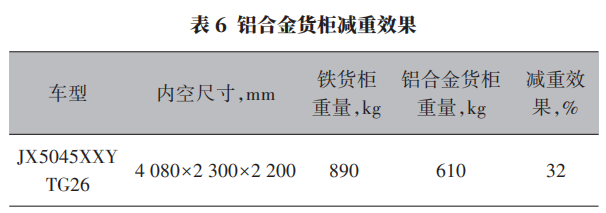
Umpikorirakenteen lisäksi alumiiniseoksia voidaan käyttää teräksen korvaamiseen umpikorityyppisten kuorma-autokonttien useissa osissa, kuten lokasuojissa, takasuojissa, sivusuojissa, ovien salvoissa, ovien saranoissa ja takapuskurin reunoissa, jolloin saavutetaan 30–40 %:n painonsäästö tavaratilassa. Tyhjän 4080 mm × 2300 mm × 2200 mm:n rahtikontin painonvähennysvaikutus on esitetty taulukossa 6. Tämä ratkaisee perustavanlaatuisesti perinteisten raudasta valmistettujen rahtitilojen liiallisen painon, ilmoitusten noudattamatta jättämisen ja sääntelyyn liittyvien riskien ongelmat.
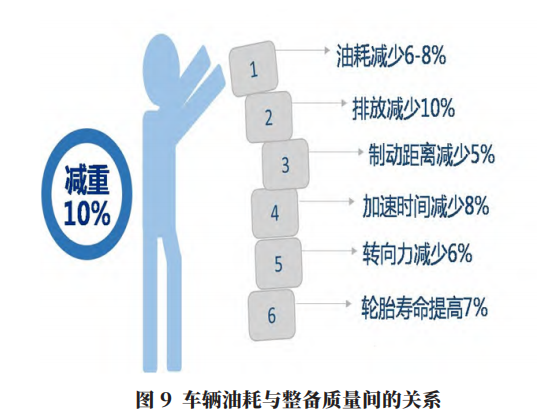
Korvaamalla perinteinen teräs alumiiniseoksilla auton osissa voidaan saavuttaa paitsi erinomaisia kevytrakenteisuuksia, myös edistää polttoaineensäästöjä, päästöjen vähentämistä ja ajoneuvojen suorituskyvyn parantamista. Tällä hetkellä kevytrakenteisuuden vaikutuksesta polttoaineensäästöihin on useita mielipiteitä. International Aluminium Instituten tutkimustulokset on esitetty kuvassa 9. Jokainen 10 %:n vähennys ajoneuvon painossa voi vähentää polttoaineenkulutusta 6–8 %. Kotimaisten tilastojen perusteella jokaisen henkilöauton painon vähentäminen 100 kg:lla voi vähentää polttoaineenkulutusta 0,4 l/100 km. Keventämisen vaikutus polttoaineensäästöihin perustuu eri tutkimusmenetelmillä saatuihin tuloksiin, joten tuloksissa on jonkin verran vaihtelua. Autojen kevyemmällä rakenteella on kuitenkin merkittävä vaikutus polttoaineenkulutuksen vähentämiseen.
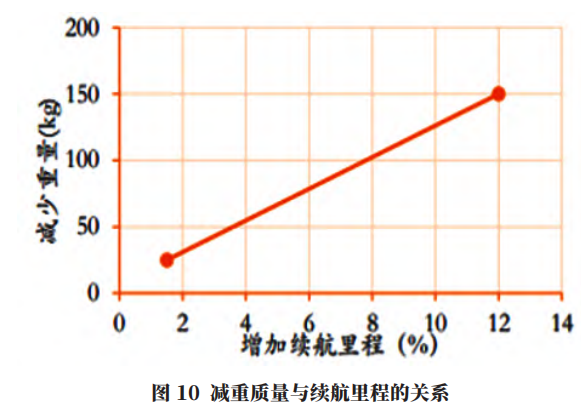
Sähköajoneuvoissa keventymisen vaikutus on vieläkin selvempi. Tällä hetkellä sähköajoneuvojen akkujen yksikköenergiatiheys on merkittävästi erilainen kuin perinteisillä nestemäistä polttoainetta käyttävillä ajoneuvoilla. Sähköajoneuvojen voimajärjestelmän (mukaan lukien akku) paino muodostaa usein 20–30 % ajoneuvon kokonaispainosta. Samanaikaisesti akkujen suorituskykyyn liittyvän pullonkaulan murtaminen on maailmanlaajuinen haaste. Ennen kuin tehokkaassa akkuteknologiassa tapahtuu merkittävä läpimurto, keventäminen on tehokas tapa parantaa sähköajoneuvojen toimintamatkaa. Jokaista 100 kg:n painonpudotusta kohden sähköajoneuvojen toimintamatkaa voidaan lisätä 6–11 % (painonpudotuksen ja toimintamatkan välinen suhde on esitetty kuvassa 10). Tällä hetkellä täysin sähköajoneuvojen toimintamatka ei pysty vastaamaan useimpien ihmisten tarpeisiin, mutta painon vähentäminen tietyllä määrällä voi parantaa toimintamatkaa merkittävästi, lievittää toimintamatka-ahdistusta ja parantaa käyttökokemusta.
5. Johtopäätös
Tässä artikkelissa esitellyn alumiiniseoksesta valmistetun umpikorin kokoalumiinirakenteen lisäksi on olemassa erityyppisiä umpikoreja, kuten alumiinisia hunajakennopaneeleita, alumiinisia solkilevyjä, alumiinirunkoja + alumiinikuoria sekä rauta-alumiini-hybridirahtikontteja. Niiden etuna on kevyt paino, korkea ominaislujuus ja hyvä korroosionkestävyys, eivätkä ne vaadi elektroforeettista maalia korroosiosuojaukseen, mikä vähentää elektroforeettisen maalin ympäristövaikutuksia. Alumiiniseoksesta valmistettu umpikorkki ratkaisee perusteellisesti perinteisten raudasta valmistettujen rahtiosastojen liiallisen painon, ilmoitusten noudattamatta jättämisen ja sääntelyyn liittyvät riskit.
Ekstruusio on olennainen alumiiniseosten käsittelymenetelmä, ja alumiiniprofiileilla on erinomaiset mekaaniset ominaisuudet, joten komponenttien poikkileikkausjäykkyys on suhteellisen korkea. Muuttuvan poikkileikkauksensa ansiosta alumiiniseokset voivat yhdistää useita komponenttitoimintoja, mikä tekee niistä hyvän materiaalin autojen kevytrakenteisiin. Alumiiniseosten laajamittainen käyttö kohtaa kuitenkin haasteita, kuten riittämättömät suunnittelumahdollisuudet alumiiniseosten tavaratiloissa, muovaus- ja hitsausongelmat sekä uusien tuotteiden korkeat kehitys- ja markkinointikustannukset. Tärkein syy on edelleen se, että alumiiniseos maksaa enemmän kuin teräs, ennen kuin alumiiniseosten kierrätysmahdollisuudet kypsyvät.
Yhteenvetona voidaan todeta, että alumiiniseosten käyttöalueet autoissa laajenevat ja niiden käyttö lisääntyy edelleen. Nykyisten energiansäästön, päästöjen vähentämisen ja uuden energian ajoneuvoteollisuuden kehityksen myötä alumiiniseosten ominaisuuksien syvenevän ymmärryksen ja tehokkaiden ratkaisujen avulla alumiiniseosten sovellusongelmiin alumiinipuristusmateriaaleja käytetään laajemmin autojen kevyissä rakenteissa.
Toimittanut May Jiang MAT Aluminiumista
Julkaisun aika: 12. tammikuuta 2024



